2000吨框架式汽车后桥成型液压机
汽车后桥壳是汽车的重要组成部分。汽车后桥壳一般采用铸铁铸造成型,再经过机械加工将其加工至使用要求。在生产过程中,汽车后桥壳体加工工艺定制非常重要,工艺的编制决定了零件的精度以及生产效率,尤其是这种大批量生产的零件,其工艺规程要考虑到产量问题,用2000吨框架式液压机一次锻压成型,有效降低了设备投资成本,降低了后续挤压工步的工艺难度,材料利用率高,至少减少15%的耗材,全年节省的耗材达500吨,提高生产力,环境污染少。

汽车后桥壳打样产品

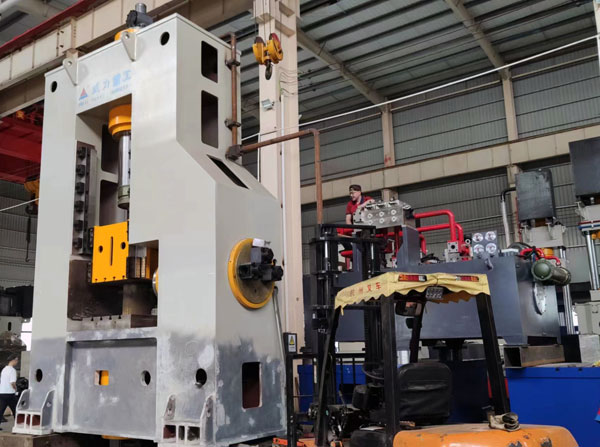
YW96K-2000T汽车后桥成型框架式液压机
2000吨框架式汽车后桥成型液压机适用范围:
汽车行业:汽车排气管、歧管、消声器、异形管件、汽车底盘汽车轻量化构件的副车架、底盘前梁、转向节臂、仪表盘支架、后轴纵臂、排气歧管等,发动机组合式空心凸轮轴等典型零件、汽车悬臂架、汽车后桥横梁、汽车副车架纵梁等等。
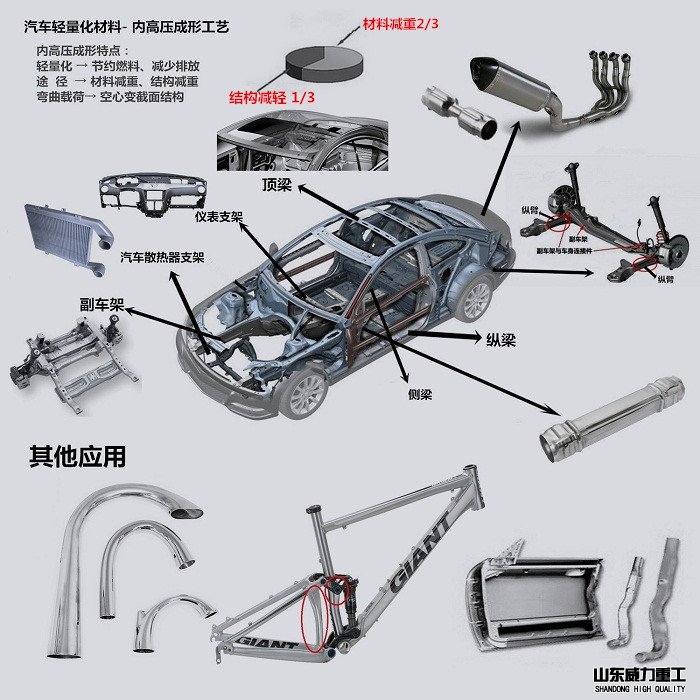
2000吨汽车后桥成型液压机应用范围
2000吨框架式汽车后桥成型液压机加工汽车后桥壳的过程:
汽车后桥半壳热压成型方法具体的步骤如下:
首先由通过式电加热炉加热板料,加热温度为750-850℃,后桥半壳的热压成型模具凸、凹模型腔尺寸的热收缩比值为1.0-1.2%;
其次后桥半壳热压成型模具凹模口的琵琶圆处造出球面,其它部分做出15°坡角后再接R30的凹模圆角;
再次凸、凹模材料采用耐热合金钢5GrNiMo,在模具中采用组合安装镶块式结构,即将凸模镶块、凹模镶块、顶出器镶块分别安装在各自的安装板上,并在镶块之间留有1.5mm-2mm的间隙,作为镶块在高温下的伸缩量,保压时间为5秒。
其对于带三角板形状的产品一次热压成型,不再需要焊接三角板的工艺过程,降低产品成本,为企业节约了大量资金。
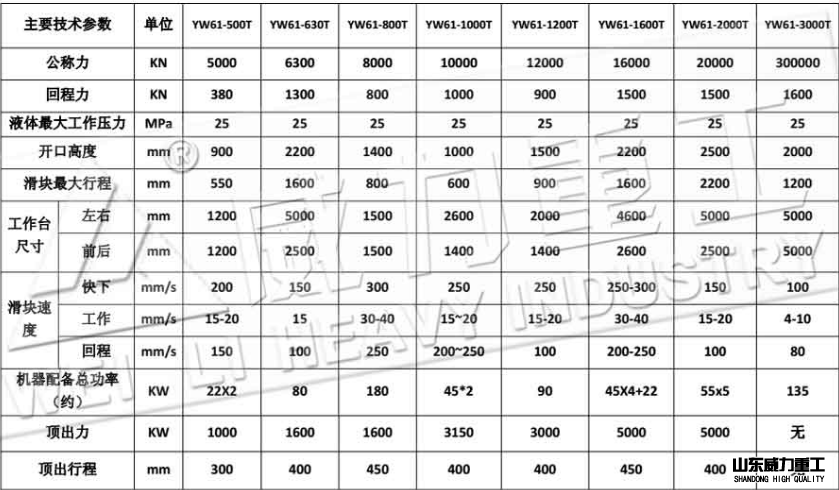
YW96K-2000T汽车后桥成型液压机技术参数:
性能特点:
●成型压机有四柱和框架等两种结构,机身采用有限元件结构分析和优化设计,结构合理。
●采用多缸结构,确保大台面承压均匀。
●液压系统采用集成式插装阀控制,动作灵敏、可靠、无渗漏;
●PLC控制的电气系统,性能可靠,柔性好;
●压机设有液压安全回路和滑块上死点锁紧机构,安全性能好。
可选附件或功能:
●油加热或冷却装置
●进口密封圈
●换模用浮动导轨和滚动托架
●电源插座
●冲裁缓冲装置
●光电保护装置
山东威力重工热诚欢迎各界前来参观、考察、洽谈业务!
感谢您关注我们的产品,若您希望获得进一步的了解,如2000吨框架式汽车后桥成型液压机价格、2000吨框架式汽车后桥成型液压机规格型号等更多信息,欢迎您随时联络我们,诚邀为您提供满意的服务!